Dieser Beitrag zeigt die Gestaltung einer Lötverbindung zwischen einem Rohr und einem angelöteten Stutzen. Anwendungsfälle können z.B. Ofenhartlöten von Edelstahlkomponenten in einer Serienproduktion sein. Eine spezifische Beschreibung der eingesetzten Materialien erfolgt hier nicht, da hier nur das Gestaltungsprinzip dargestellt wird.
Randbedingungen
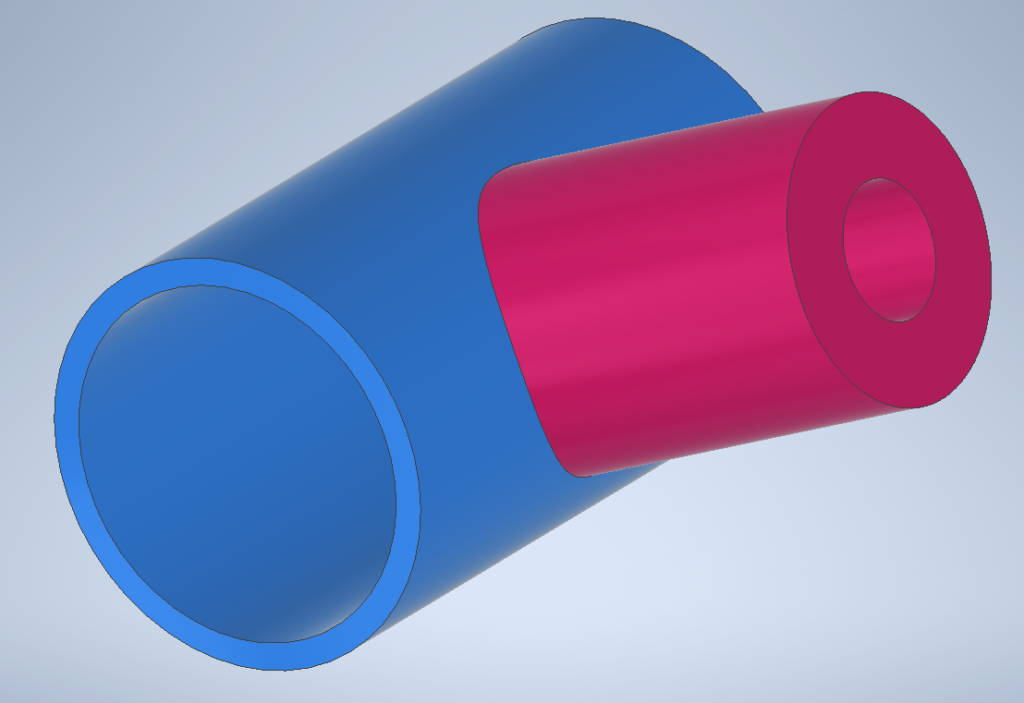
Das Rohr (blau) hat einen Außendurchmesser von 30 mm bei einer Wandstärke von 2 mm. Es soll eine Querbohrung von 10 mm Durchmesser zum Stutzen umgesetzt werden.
Die Komponenten werden vor dem Ofenhartlöten zueinander positioniert und geheftet.
Konstruktive Gestaltung
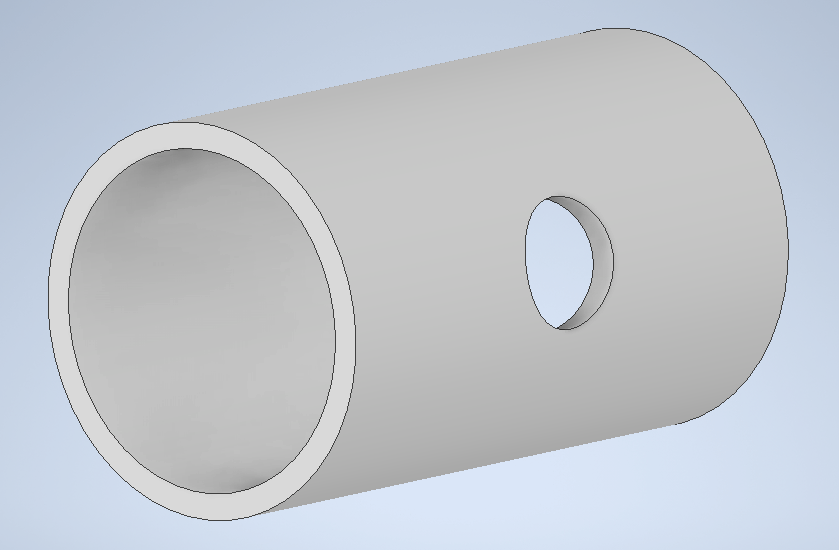
Das Rohr erhält in diesem Fall ausschließlich eine Querbohrung in der Größe des gewünschten Strömungsquerschnitts. Kontaktfläche für die Lötverbindung ist die Mantelfläche des Rohres. Dafür ist darauf zu achten, dass das Grundmaterial einen Oberflächenzustand aufweist, der für das Ofenhartlöten geeignet ist. Einflussfaktoren sind hier z.B. eine öl- bzw. fettfreie Oberfläche, aber auch der Oxidationszustand der Oberfläche. Lötdienstleister geben die Anforderungen an die Oberflächen i.d.R. als erforderliche Oberflächenspannung an, die mit einem entsprechenden Test-Set bestimmt werden kann.
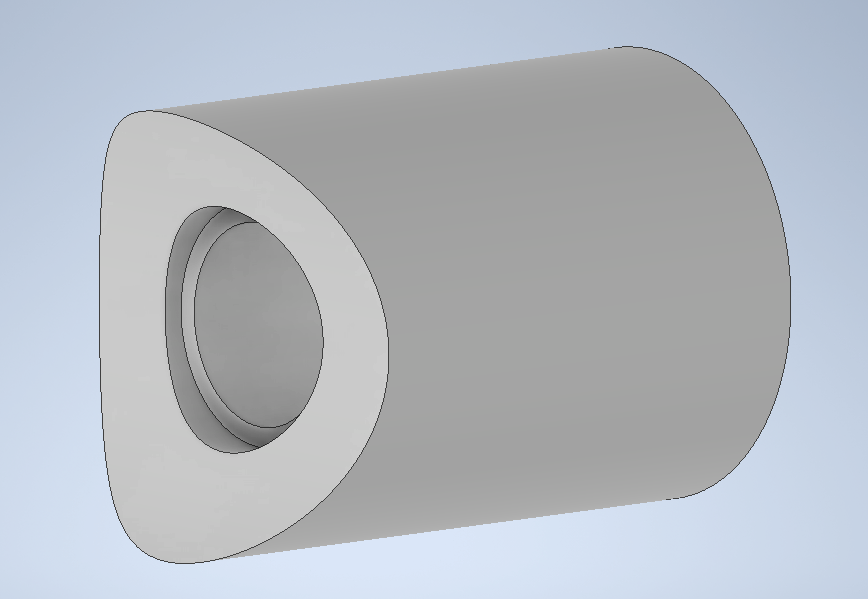
Der Stutzen erhält eine an das Rohr angeformte Ausfräsung, die auf das Nennmaß des Rohres gefertigt wird. Durch die Maßtoleranzen und Formabweichungen des Rohrs und der Ausfräsung wird über die gesamte Fläche kein Vollkontakt erreicht. Als Richtwert für den maximal zulässigen Lötspalt beim Ofenhartlöten von Edelstahlkomponenten mit Kupferlot können 0,15 mm angenommen werden. Die Ergebnisqualität hängt jedoch von vielen Parametern ab und muss erprobt werden. Die gezeigte Flachsenkung dient zur Aufnahme des Lotrings.
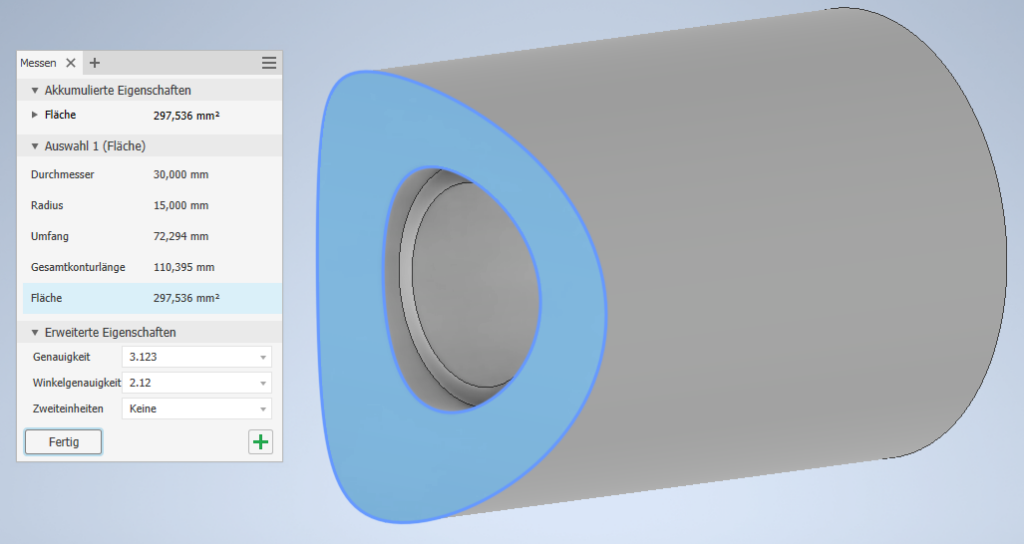
In dem hier gezeigten Beispiel beträgt der Flächeninhalt der Kontaktfläche ca. 298 mm². Bei einem angenommenen Lötspalt von 0,1 mm über die gesamte Fläche ergibt sich ein erforderliches Lotvolumen von ca. 30 mm³.

Der Lotring sollte so dimensioniert werden, dass er ca. 20 % mehr Material enthält, als für die Lötverbindung benötigt wird. In dem hier gezeigten Beispiel hat der Lotring einen Innendurchmesser von 10 mm, einen Außendurchmesser von 12 mm und eine Höhe von 1 mm. Die Form des Lotrings ist die eines zylindrischen Rohrstücks, eine sattelförmige Anformung an die Kontur des Rohres ist nicht erforderlich.
Radiale Lötverbindung mit Lotring im Schnitt
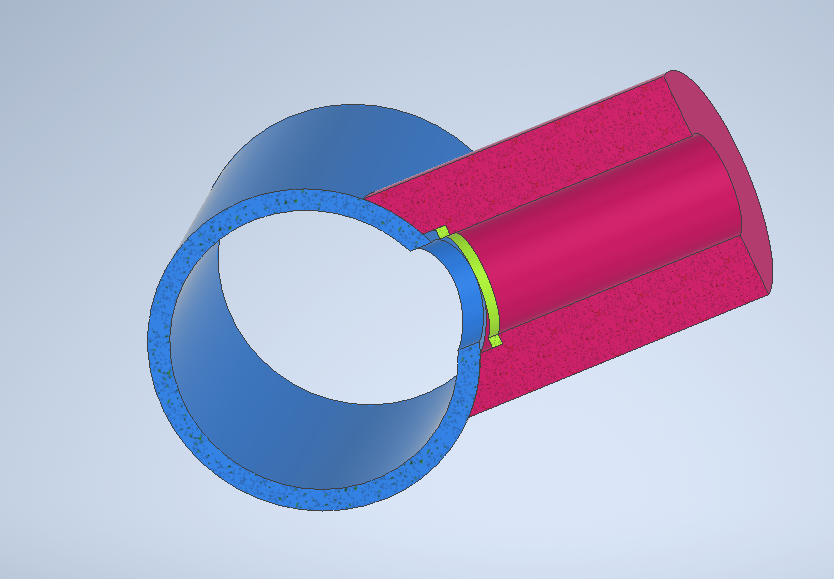
Im gehefteten Zustand ergibt sich an zwei Stellen Kontakt des Lotrings zum Lotspalt, was ausreicht, um das Lot durch die Kapillarwirkung in den Lötspalt zu ziehen.
Vorteil der hier dargestellten Lösung ist, dass im Gegensatz zu einem manuellen Auftragen von Lötpaste eine immer gleich definierte Lotmenge eingesetzt wird. Weiterhin erfolgt das Löten nach dem Prinzip „von innen nach außen“. Beide Punkte verbessern die Prozesssicherheit dieser Lötverbindung in einer Serienproduktion.